Come scegliere una pompa per vuoto
Working Flow Rate: How to Compare Vacuum Pumps
Monday, May 20, 2013
Featured Article
Please check out our Diaphragm Vacuum Pump Systems section to find manufacturers that sell these products
Diaphragm vacuum pumps with flow paths constructed of fluoropolymers like PTFE (e.g., Teflon®, DuPont, Wilmington, DE) offer tremendous advantages for laboratories. Compared with the use of traditional oil-sealed rotary vane pumps for moving corrosive vapors, oil-free pumps offer much longer maintenance intervals (some in excess of 10,000 hours), much greater corrosion resistance, the elimination of oil-mist, and freedom from oil changes and contaminated-oil disposal. Since the materials of construction are highly resistant to corrosion, an appropriately sized pump eliminates the need for a cold trap to protect the pump in many applications.
When selecting a dry vacuum pump to support an evaporative lab application such as rotary evaporation, centrifugal concentration, or vacuum drying, it is critical to match the pump’s vacuum capacity and pumping speed to the application. With too little vacuum capacity, the evaporative process proceeds slowly, if at all. With vacuum much deeper than the application requirements, there is a probability of evaporating filtrate, or foaming and bumping that can lead to sample loss. As a result, most buyers pay close attention to the “ultimate vacuum”—the lowest pressure the pump can reach—of the pumps they plan to purchase.
Often overlooked in selecting a vacuum pump, however, is the importance of flow rate (also called pumping speed or air displacement) in matching a vacuum pump to an application. A pump’s flow rate is simply the volume of gas or vapor it can move per unit of time, with units variously reported as liters per minute (lpm), cubic feet per minute (cfm), or cubic meters per hour (m3/hr). The flow rate required for a particular application is determined by a number of factors, including the application’s vapor volume, process temperatures, time requirements, and system leakage. If a pump cannot generate enough flow at the desired vacuum level, it may take many times longer than expected to complete the application.
The difference between vacuum pump specifications and actual vacuum performance
Even buyers who try to consider flow rates in pump selection, however, may be misled by the standard industry practice for reporting this specification in manufacturers’ and dealers’ catalogs. That is because every pump has a point (usually very near atmospheric pressure) at which it can move the most vapor. This maximum pumping speed is reported as the flow rate or free air displacement in the pump’s specifications. As the pump generates a vacuum, however, the actual pumping speed steadily decreases as the developing vacuum resists the pump’s efforts to move vapor. When the pump reaches its specified “ultimate vacuum,” the pump has an actual flow rate of zero, by definition. At this point, the pump can no longer perform any work, that is, it can no longer move the vapors generated by the evaporative application.
Buyers understandably rely on the pump specifications to compare two or more vacuum pumps. The problem is that pumps with the same ultimate vacuum and flow rate specifications often differ dramatically in their available pumping speed at working vacuum levels, that is, the vacuum at which you need to operate your application. In the author’s view, this makes the conventional flow rate specification virtually useless for understanding the relative capabilities of two similarly specified pumps. For this reason, it is strongly suggested that vacuum pump buyers investigate the working flow rate of any pump under consideration—the available pumping speed at working vacuum—to ensure that the selected pump meets their vacuum needs efficiently and effectively.
Charting pump performance
Every pump has a measurable working flow rate at every point in between atmospheric pressure (the specified flow rate) and the pump’s ultimate vacuum (zero flow). To present working flow rates concisely across several orders of magnitude of vacuum pressures, those flow rates are often charted as a performance curve on a log–log scale. Armed with a performance curve, you can determine the effective pumping speed at the vacuum level needed by your application. A well-designed pump will retain much of its pumping speed throughout its working range, with speed dropping off sharply close to the ultimate vacuum. Less capable pumps with the same specifications lose their pumping speed more quickly as vacuum develops in the application.
By comparing the pumping speeds of two different pumps at your working vacuum level, you can be sure you are selecting a pump with the optimum performance for your application. This is important because the differences in pumps with the same endpoint specifications (ultimate vacuum and free air displacement) often differ markedly in their effective pumping speeds at working vacuum levels. For example, some commercial oil-free vacuum pumps lose more than 90% of their specified pumping speed before achieving vacuum levels typically used in a lab evaporative application. With such a pump, your evaporative application proceeds much more slowly, and your vacuum application becomes a bottleneck in your work.
In Figure 1, the pumping speeds of two hypothetical pumps are plotted on performance curves. Both pumps depicted have identical flow rates at atmospheric pressure (~1.8 cfm) and ultimate vacuum (~10 mbar). Thus, their specifications are identical and, at first glance, both curves look similar. However, the two pumps differ substantially in the amount of pumping they can do under typical conditions of an evaporative vacuum application—their “working flow rates.” At 20 mbar, for example, the pump on the red curve can still move 0.73 cfm of vapor, while the pump depicted on the black curve can pump only about 40% as fast.
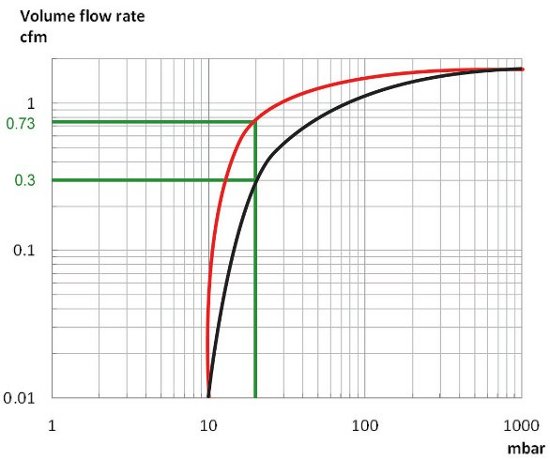
Figure 1 – Pumping speeds of two hypothetical pumps plotted on performance curves.
What does this mean to you, the scientist? If you were using vacuum to evaporate a flask of water at 20 °C (vapor pressure 23 mbar), the pump in red would evaporate the water more than twice as fast as the black-curve pump. Furthermore, as the water cools because of evaporative heat losses, its vapor pressure would go down. As that occurs, the red-curve pump increases its advantage over the black-curve pump. At 15 mbar, the red-curve pump has a 3× working flow rate advantage over the black-curve pump, and that advantage builds as both pumps approach their ultimate vacuum. The user of the pump represented by the red curve will routinely benefit from faster process times and higher process productivity.
Choosing your next vacuum pump
In practice, when selecting a pump, you need to know where on the pump’s flow curve your most demanding application will fall. By doing so, you ensure that your pump will have a sufficient pumping speed at working vacuum (working flow rate) to accomplish your operation in a reasonable time. When investigating vacuum pumps for purchase, ask your vendor to provide the flow curves for your examination so that you can determine the pump’s working flow rate at your application’s required vacuum depth. Alternatively, tell your vendor the vacuum level at which you need to operate your vacuum application, and ask for the pump’s working flow rate at that vacuum level.
While differences in effective pumping speeds provide a partial explanation for the range in prices among vacuum pumps with similar specifications, you should not assume that pump prices always reflect differences in working flow rates. Even premium-priced pumps can differ considerably in working flow rates. Figure 2 shows the actual performance curves of two VACUUBRAND VARIO® vacuum pumps (Essex, CT) and the curve of a competitive pump (Pump X) with similar specifications. All three pumps have reported ultimate vacuum specifications of 2 mbar. The PC 3001 VARIOpro—the smallest of the three pumps—has a pumping speed specification of 2 m3/hr. Pump X has a 3 m3/hr specification, and the PC 3004 VARIO reports a maximum pumping speed of 4.6 m3/hr.
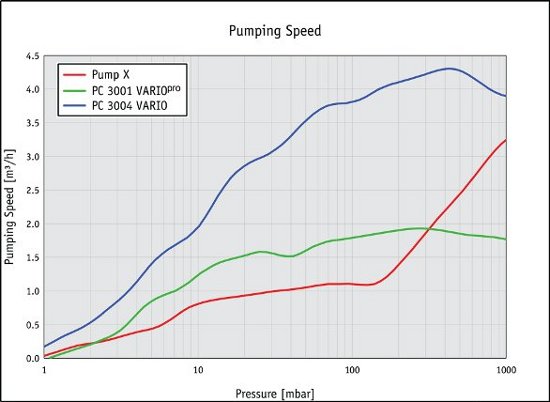
Figure 2 – Performance curves of two VARIO vacuum pumps and the curve of Pump X with similar specifications.
Examining the performance curves reveals an interesting pattern not captured by the pumps’ specifications. Pump X loses almost two-thirds of its specified pumping speed before it reaches a vacuum level of 100 mbar—the vacuum level achieved by an effective house vacuum system, and a suitable level for vacuum filtration precisely because it minimizes evaporation. The result is that at the working vacuum level of 23 mbar, as in the hypothetical example above, Pump X has a pumping speed of only about 0.9 m3/hr. The PC 3001 VARIOpro, with a specified flow rate that is one-third less than Pump X, pumps 60% faster at a working vacuum level of 23 mbar. The PC 3004 VARIO pump, with a flow rate specification 50% higher than Pump X, has a pumping speed at the working vacuum level that is three times that of Pump X.
This understanding of comparative work rates can offer interesting purchase options to the vacuum pump buyer. You could choose to pay considerably less for a smaller pump, and get comparable (or even better) performance, or you could choose a pump with a comparable price, and get pumping performance fully three times as great at working vacuum levels.
Summary
The two specifications that are generally available when selecting a vacuum pump are the ultimate vacuum and flow rate. Unfortunately, these data points are often inadequate for determining whether a vacuum pump is appropriate for a particular application or for comparing the relative performance of two vacuum pumps. This is because ultimate vacuum and flow rate are merely endpoints on a curve, and reflect a pump’s capabilities under conditions that are not representative of the pump in actual use.
Scientists selecting a vacuum pump for a lab evaporative application should investigate the working flow rate of the pumps under consideration, either by reviewing flow curves for the pump or by asking the pump vendors for the effective flow rate of their recommended pump at the most demanding operating conditions expected for the intended application. Doing so helps ensure that labs obtain the productivity advantages of the pump with better pumping speed at working vacuum, and in some cases save money in the purchasing process.